销售热线:
18953262712/ 19953284976
齿轮的表面喷丸强化技术应用
1.提高渗碳齿轮表面硬度
例:一汽热处理分厂喷丸设备采用德国产TR5SVR—1型应力喷丸设备。喷丸工艺为:采用直径为¢0.8mm钢丸,喷丸时间9min,喷丸速度为2800r/min。齿轮材料为22CrMoH钢,经渗碳淬火及回火处理。喷丸强化处理后齿轮表层组织得到了细化,表层的残留奥氏体含量比未经喷丸处理工件的残留奥氏体含量要低10%左右,在距离表面0.15mm范围内,变化量比较明显;经强化喷丸处理后的齿轮表面硬度提高了0.5~2HRC。
2.提高齿轮表面残余压应力并改善表层显微组织
例:桑塔纳轿车变速器二档从动齿轮,经渗碳淬火、回火处理。喷丸采用叶轮式喷丸机,喷丸速度2900r/min,弹丸硬度57HRC。其喷丸试验结果如下。
(1)喷丸件表层显微硬度明显提高,这是受到高的残余压应力、加工硬化和组织变化(细化)综合作用的结果,其中残留奥氏体的显著减少对硬度提高也做出了贡献。
(2)由于喷丸使工件表层中的残留奥氏体变为马氏体,可用来提高表面硬度。马氏体针明显较未喷丸件细小致密,起到了细化马氏体亚结构的作用。有利于残余应力的提高,从而提高了齿轮的疲劳性能。

3.提高齿轮的疲劳寿命
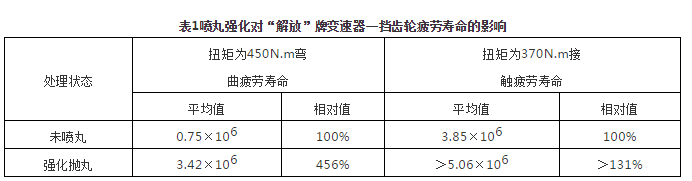
例:一汽采用强化喷丸工艺对“解放”牌汽车变速器一挡齿轮进行疲劳寿命试验,显著提高了齿轮的疲劳寿命。如表1所示。为了提高“解放”牌主动螺旋齿轮的疲劳寿命采用大圆弧滚刀切齿,增大齿轮圆角可以使主动螺旋齿轮的寿命由20.83万次提高到69.54万次,如果再采用强化喷丸,可以使其疲劳寿命提高到210.9万次。
例:齿轮采用碳氮共渗后喷丸硬化提高接触疲劳强度。如SCM420H钢齿轮,经通氨气等进行碳氮共渗,随着含氮量的增加,ΔHV(硬度降)提高,即抗回火性能提高,回火温度可达300℃,解决了汽车用自动变速器AIT常规渗碳齿轮齿面接触疲劳破坏问题。
