实践证明,强力喷丸强化工艺是提高齿轮齿部弯曲疲劳强度和接触疲劳强度的重要方法,是改善齿轮抗咬合能力、提高齿轮寿命的重要途径。
强力喷丸工艺早期产生于20世纪20年代,主要应用在军事领域。随着应用范围的推广,强力喷丸工艺提高齿轮疲劳强度和寿命的能力已被很多企业所证实。
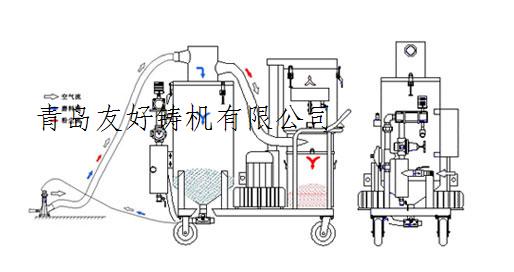
工作原理:
喷丸强化工艺主要是利用高速喷射的细小钢丸在室温下撞击受喷工件表面,使工件表层材料产生弹塑性变形并呈现较高的残余压应力,从而提高工件表面强度及疲劳强度。喷丸一方面使零件表面发生弹性变形,同时也产生了大量孪晶和位错,使材料表面发生加工强化。如图1所示

喷丸对表面形貌和性能的影响主要表现在改变零件的表面硬度、表面粗糙度、抗应力腐蚀能力和零件的疲劳寿命。零件的材料表层在钢丸束的冲击下发生循环塑性变形。根据材料的性质和状态的不同,喷丸后材料的表层将发生以下变化:硬度变化、组织结构的变化、相转变、表层残余应力场的形成、表面粗糙度的变化等。
喷丸强度的测量方法
当一块金属片接受钢丸流的喷击时会产生弯曲。饱和状态和喷丸强度是喷丸加工工艺中的两个重要概念。饱和状态是指在同一条件下继续喷击而不再改变受喷区域机械特性时的状态。所谓喷丸强度,就是通过打击预制成一定规格的金属片(即试片),在规定的时间使之达到饱和状态的强弱程度,并用试片弯曲的弧高值来度量其喷击的强弱程度。
喷丸对提高零件疲劳抗力的作用
借助表面冷变形实现材料表面强化的本质在于冷变形造成材料表层组织结构的变化、引入残余压应力以及表面形貌的变化。
1、喷丸使材料表面性能改善;
2.喷丸对渗碳齿轮表层残余应力的影响;
3.喷丸对零件表面粗糙度的影响。
在喷丸过程中,材料表层承受钢丸的剧烈冲击产生形变硬化层,这将导致两种效果:一是组织上造成亚晶细化,位错密度增加,晶格畸变加剧;二是引入高的宏观残余压应力。此外,由于钢丸冲击使表面粗糙度有所增加,会使切削加工时产生的尖锐刀痕趋于圆滑。这些变化将明显地提高材料的疲劳抗力和应力腐蚀抗力,从而明显地提高齿轮的寿命。








